
The quarrying and aggregates industry is rethinking its approach to environmental, social and governance responsibilities, and Telestack is among major manufacturers leading the transformation in the material handling sector. The Omagh, County Tyrone, Northern Ireland-headquartered company has supplied electric-powered conveyors for over three decades into static applications and the port industry, where electrically powered units are considered the norm. Telestack is using this experience to spearhead the move from a traditional track-mounted diesel-hydraulic model to one that promotes environmental responsibility using zero-emission technology.
The quarrying industry is an important element in pursuing a decarbonised world. From April 2022, red diesel will be available only to agriculture and the rail sector. As a result, users of off-highway construction machinery, such as quarry operators, will have to pay an extra 46.81p per litre for their diesel, paying the standard tax rate of 57.95p per litre rather than the subsidised red diesel rate of 11.14p per litre. Given this, many companies are looking to manufacturers like Telestack to provide solutions that cut emissions via green technologies incorporated in the design of their equipment fleet. Utilising greener equipment also helps firms demonstrate that good corporate citizenship is a significant part of their business model.
Speaking to Aggregates Business during the magazine’s visit in December 2021, Telestack’s international sales manager, Padraig McDermott, said: “We are noticing a sizable shift in our customer base who recognise the value in moving towards a more sustainable energy source. The benefits are too many to ignore. We, as a manufacturer, are committed to leading the way in clean technology, lowering our collective carbon footprint and adopting a green manufacturing approach. It is proving an important factor in retaining customers and attracting new customers who share our vision of a cleaner and more sustainable future.

“We have a range of options dependent on the needs of the customer. These range from no engine, only using an engine for relocation and set-up, using electric hydraulic power packs to run the tracks in parallel with electric drives to run the conveyor section, or using battery technology for machine operation.”
The benefits of clean technology are many. The quick and easy set-up means that the conveying unit can be plugged into the onsite mains power supply, into an onboard or onsite generator or powered from other primary equipment such as the crusher or screen. The zero emissions ensure a much-reduced environmental impact, resulting in less noise, a safer site and a reduction in maintenance and downtime. Telestack notes that less fuel consumption ensures better operational efficiency, ultimately using less kW to move more material. In addition, an all-electric machine has a much longer life cycle (estimated to be up to 5 x times longer) than a diesel machine, making for a better return on capital invested.
Telestack states that highly regulated engines are often complex in structure (sensors, after-treatment, complex panels and looms), with often hard-to-reach access and could potentially struggle with the high level of exposure of dust and vibration found in a typical quarrying application. The reduction in complexity and ease of running and maintaining Telestack’s Zero-range units have, says the manufacturer, led to a lot of positive feedback from dealers and customers alike.
“We see Europe as a big driver on electric units, in line with regulated engines getting more complicated,” continues McDermott. “We’ve offered electric conveyors for almost 30 years, mainly in the ports, and they have proven very effective. Many countries are now offering sizable rebates on their capital expenditure for green technology, so we see the shift in other sectors.”
McDermott says 2022 is set to be another successful year for Telestack, with its comprehensive model range in big demand across a wide range of mobile bulk material handling industries.
“Telestack have around 30 track-mounted models on offer where our competitors offer four or five. Our sole focus is conveyors and their many applications. The Zero range ties into the needs of our broad customer base from the crushing and screening contractor, the end-user quarry operator customers, mine, stockyard, recycling and port sectors.”
For Telestack, however, its corporate citizenship goes beyond its technology utilised by its product mix. The company makes a concerted effort to integrate a corporate consciousness into its facilities, supply chain, ethos, processes, logistics, energy efficiency, emissions reduction and water efficiency, and improved worker safety and community relations.
“We have a team of Telestack volunteers who meet monthly to drive our internal green initiatives forward,” explains McDermott, “and they are empowered to identify issues, seek resolutions and drive green solutions internally. This spans from something as simple as getting involved in projects with local schools to replacing older halogen bulbs on the shop floor with high-efficiency LED bulbs, increasing the number of E-charge points on site to investigating rain harvesting and alternative power solutions for the factories.
“Yes, we encourage key green initiatives because our blue-chip customers prioritise OEMs who are environmentally responsible, but more importantly, we encourage these improvements, small and large because it’s the right thing to do.”
Telestack recently finished expanding its manufacturing capacity by opening a new 45,000 sq ft energy-efficient factory on a greenfield site close to their current 105,000 sq ft facility in Omagh. The new phase-one facility incorporates state-of-the-art manufacturing premises, dedicated research and innovation development centre, and a modern office suite.
The new factory investment followed Telestack’s near £4 million investment in its Bankmore site between 2017-2019, creating a state-of-the-art shot-blasting facility, two paint booths and additional manufacturing capabilities.
Since the late 1960s, BEUMER Group has been developing and producing curved overland conveyors, making the company one of the pioneers in this industry. Nothing has fundamentally changed in the functional principles of this technology since then - except for the feasible limits: With highly developed core components, precise calculation methods and own planning tools, the system provider continues to push the limits of what is technically feasible - while drastically reducing the time and costs involved both in the planning phase and in the handling of projects.
“Our belt conveyors are able to solve complex problems with regard to the transport of any bulk material whether in the mining or cement industry,” says Christoph Dorra, regional sales manager South America, Conveying and Loading Systems, at BEUMER Group. “While the basic task to transport bulk material from the material feed up to the final discharge point seems to be comparable, on closer inspection no system is similar to the other. The spectrum of potential conveyed materials alone requires individual consideration of the components to be used with regard to wear resistance or the maximum permissible gradients of a conveyor.”
In addition, the mass flow to be conveyed and the height to be overcome are the main factors determining the dimensioning of the drive unit of an overland conveyor. “A further challenge is posed by systems at high altitudes,” says Dorra. At altitudes exceeding 4,000 metres, as is often the case in the South American Andes, for example, it must be considered that the air pressure and thus the density of the air decreases with increasing altitude. This reduces both the cooling effect and the insulating capacity of the air. As a consequence, the drive units like frequency converters and electric motors do not achieve the specified rated power that applies for installation heights up to max. 1,000 metres above mean sea level. This is the so-called derating factor.
In addition to the pure material specification and the mass to be conveyed over a certain height, the topography along the conveying route is of particular importance in the project planning.
“In 2009, we implemented an overland conveyor in China that is able to curve on 85 percent of the 12.5km-long conveyor line between the quarry and the cement plant. The system literally winds its way to the destination, without any transfer point,” reports Dorra.

Potential obstacles appeared in the form of residential areas, roads and rivers that had to be crossed, larger bodies of water or mountains that could not be crossed. “Not everyone would automatically think of an overland conveyor as the optimal solution when faced with these challenges,” says Dorra. “But for us, these projects are a special attraction. Our target is to have as few transfer points as possible along the entire conveyor line”. This reduces both wear and tear and the environmental impact of dust, for example, but also increases the availability of the overall system and significantly improves ease of maintenance.
How does the system provider manage to provide the appropriate solution for each application? “We can draw on our comprehensive experience,” says Martin Rewer, team lead overland conveyor at BEUMER Group. BEUMER Group installed the first conveyor of this type with horizontal curves in 1969; the first downhill conveyor with regenerative drive in 1980. Since the 1990s, BEUMER Group has also developed into one of the leading suppliers of Pipe Conveyors. In 2019, two systems were commissioned in China that, with 5,500 tonnes of iron ore per hour, defined the current performance peak of the globally installed systems of this technology.
Since the first overland conveyor with horizontal curves was constructed in 1969, components such as idlers, belts and drives have continued to develop. In addition, the systems are becoming larger and longer and the routes more complex. This resulted in the necessity to constantly improve the calculation and the planning tools in order to not only withstand the requirements, but to be one step ahead.
In the first step of project planning, the systems must be dimensioned for the respective task. Using BEUMER calculation programs, a team of experts calculates the existing motion resistances and the related static and dynamic tractive forces of the system’s belt. These determine both the drive power to be installed and the belt strength, and are also considered in the dimensioning of the horizontal curves.
“The energy consumption of long, horizontal belt conveyors is determined by the main resistance in the upper and return strand in stationary operating conditions,” explains Rewer. The energy consumption consists of the running resistance of the idlers, the indentation rolling resistance and the flexing resistance of both the conveyed material and the belt when running over the idlers. The forces required for overcoming these resistances depend on various operational and design parameters. They can be determined with the so-called single resistance method. If components with low running resistances are considered, such as belts with reduced indentation rolling resistance or running-optimised idlers, the calculations of the systems nowadays show considerably lower tractive forces of the belt than a few years ago. This not only results in lower energy costs. Since the tractive forces of the belt are at a lower level, the radii of the horizontal curves can also be selected to be correspondingly smaller, because these forces are decisive for the design of these curves. Accordingly, the routing of overland conveyors can now be realised in a more flexible way and with smaller radii.
“In order to plan the conveyor for the individual application, we reach into our virtual tool box,” Rewer explains. “This way we can arrange the whole routing of the system and then discuss it with the customer as a 3D plan”. BOLT, the BEUMER Overland Layouting Tool developed specifically for this purpose, generates almost automatically a digital 3D model of the conveyor in the virtual landscape during the project planning. The required topography data is available in the public domain or is provided by the customer. Often, drones are used. The aerial photographs include topographical information, which is then processed into digital terrain models.

Applying simulation techniques, the experts can recognise possible obstacles and consider them accordingly in the project planning process. Furthermore, the technicians are able to add the earthworks (cut & fill) and the steelwork structures in a simple and precise way and evaluate them. BOLT ensures a very fast initial project planning of the route. In particular, modifications or adaptations during the project can be taken into account within a short time frame. Project-critical data can be supplied quickly by BOLT. It includes an inventory of all equipment on the route. as well as the coordinates for the foundations and earthworks. Since this data is generated automatically and updated by BOLT in case of modifications, possible required adaptations of the route are no longer time-critical. All necessary data can be generated immediately after rescheduling.
“With this procedure we are able to considerably accelerate the project planning,” promises Christoph Dorra. “We have the possibility to provide the customer in advance with a concrete 3D project planning, which can be easily modified during the project life. This procedure allows us to tighten the time frame for the project.”
Mike Schroeder, a product specialist with North Dakota, USA-headquartered WCCO Belting, a leading global supplier of custom rubber belting products, has spoken to Aggregates Business about how to secure the best return on your conveyor belt investment.
“With conveyor belting, price is generally the first indicator of the quality you can expect for belt performance, efficiency, and longevity or belt life – meaning, you get what you pay for,” he explains. “A conveyor belt’s price is primarily driven by the quality of the rubber compound and the technology engineered into the fabric and belt carcass. Sourcing high-performance, energy-efficient, long-lasting conveyor belting for aggregate applications or other industrial use sometimes demands more upfront investment. But what can you expect in return? Or, more importantly, what do you risk if you compromise quality for price?
“For example, a case study comparing a conveyor belt of superior design and quality versus an industry-standard option revealed a cost savings of more than four times the initial investment. The case study also uncovered new strategies for operators to get the most out of the conveyor system and the conveyor belt, such as understanding and limiting the costs of unplanned maintenance and the benefits of being able to schedule downtime.”
With a healthy bottom-line top of mind, Schroeder says: “The return on investment shouldn’t be recognised with the belt itself, but rather, how a high-quality solution could improve the areas of the conveyor system that are most critical to profitability.”
Schroeder says the conveyor belt and its conveyor system must perform the basic task of material movement. In case studies within a variety of applications, including aggregates and recycling, significant benefits to performance, longevity, and efficiency were said by Schroeder to be recognised by optimising the conveyor belt’s weight. This, he says, was achieved by reducing unnecessary rubber cover thickness and fabric plies in exchange for increasing belt strength in areas where failure modes were most prevalent – puncture, tear, abrasion, impact, and top cover cuts and gouges.
“In fact, rarely does a belt fail due to lack of breaking or tensile strength. The low-profile belt construction manufactured with high-strength inputs was lighter weight even when meeting or exceeding industry-standard specifications. The return on investment, in addition to efficiency, is a reduction in the wear and replacement of conveyor system auxiliary components like rollers and bearings. Rethinking the typical remedy of added top cover rubber and carcass weight, a common misdiagnosis of belt failure can be a game-changer in the performance of your conveyor belt and improvement to the total cost of ownership of your equipment.”
Schroeder notes that the ratio of useful work performed to the total energy expended can be a huge asset to the conveyor system with an investment in a superior quality conveyor belt. “In a case study of aggregate belting applications, a high-performance belt design with an optimised overall gauge recorded a 26% decrease in energy consumption.
For sites with multiple conveyors, this results in immense cost savings for each piece of equipment over an extended period. Furthermore, when multiple conveyors are feeding one another in series and, at times, running empty, a belt that reduces energy consumption justifies the operators’ investment by saving money even when running empty.”
Ultimately, Schroeder says the belt needs to last if the operator of a conveyor system expects to realise the benefits of higher performance and efficiencies. Reconsidering how a belt’s inputs can impact the life of the belt itself and the uptime of the conveyor system (going beyond belt cover and tensile strength) can, he believes, be the difference in huge gains or losses.

Schroeder continues: “Belt life shouldn’t be the only indicator of your return on investment for the product, but rather, life in conjunction with equipment efficiency. In the case study, not only did the high-quality conveyor belt designed with functionality specific to its application perform better than the industry-standard design, but belt life also increased an average of 70%, and equipment efficiency improved, justifying the initial investment.
“A conveyor belt will eventually wear and need to be repaired or replaced. Belt decline can vary from the point in time this is recognised to when the belt fails and the conveyor system is rendered inoperable. One operator provided feedback that the industry-standard belt allowed no or only a short number of days before failure occurred after wear was recognised. With low-quality inputs, a small puncture or gouge rapidly leads to complete delamination and failure of the carcass resulting in emergency replacement. This provided little to no time to schedule equipment downtime and the service team to install a new belt, and each was dependent on the replacement belt’s availability or lead time.”
Schroeder says a significant return on investment was realised with a high-quality belt with increased upfront costs. It granted the operator several weeks from the first signs of belt failure to a belt replacement. WCCO’s product specialist says that with high-quality inputs, a conveyor belt can withstand a small puncture or gouge in the belt cover prior to becoming inoperable. The ability to schedule machine downtime led to significant cost savings, not to mention substantially reducing stress on those involved in the process.
“It was estimated by the operator in the situation above that the average cost to replace the belt ranged from US$5,500 to $6,500 in labour alone, in addition to the cost of the replacement belt. The estimated time to install was 10 hours. According to the USDA [U.S. Department of Agriculture], in this situation, the operating downtime is estimated at an average cost of $9.40/minute, equalling an estimated cost of $5,640 in downtime costs for each belt replacement.
“Value equals function over cost, and in addition to eliminating emergency time due to rapid belt decline, the higher priced yet higher quality belting solution increased performance significantly, improved efficiency with a 26% decrease in energy costs, and lasted 70% longer than the industry-standard option. The improvements and savings far outweighed initial investment with the value the belt could provide to the whole operation.”
Schroeder concludes by highlighting key questions belting customers must ask. “Is your belt construction optimised for your conveyor system? Does it have the right mix of belt properties to give you the belt strength where you need it most? Speak with your belting supplier or a belting expert to discuss exactly what the investment in belt quality can mean for your bottom line.”
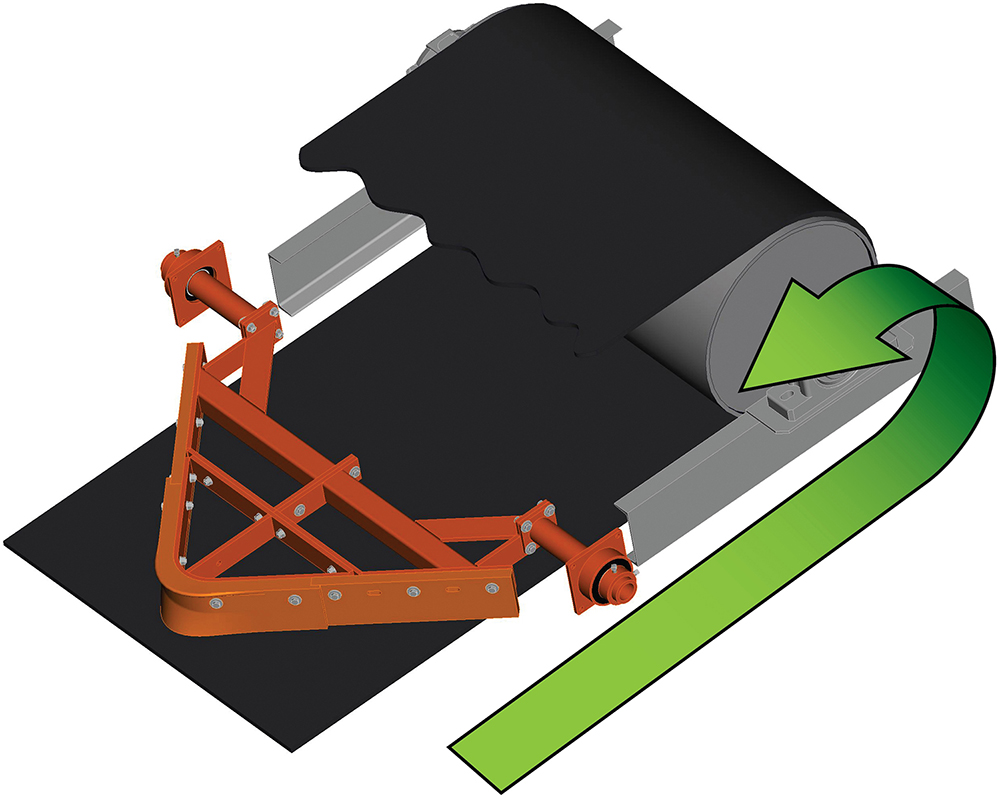
Martin V-Plow HD redesigned

Martin Engineering, a leading manufacturer of bulk handling conveyor accessories, has redesigned one of its most popular tail protection devices to be a lighter, modular unit delivered in a compact package for improved safety and convenience. The re-engineered Martin V-Plow HD is said to achieve the gains with no compromise in performance.
The Martin V-Plow HD prevents tail pulleys from becoming fouled and damaged by spillage travelling on the return side of the conveyor belt. Fugitive material commonly migrates from the cargo side to the return side during normal operation. If this spillage reaches the tail pulley, two things can happen. Firstly, lumps may get caught between the pulley and the belt, gouging and damaging both. Secondly, spillage may be crushed by the pressure between the pulley and the belt, adhering to the pulley face and the return side of the belt, causing pulley slippage and fouling of system idlers.
Engineered for belts as wide as 120 inches (3,048mm) with speeds up to 4.6m/sec, the Martin V-Plow HD redesign has made the equipment modular, segmented into a few pieces arranged in a box that fits almost any form of delivery transport. This also makes the equipment easier and safer to carry to the installation area.
With easy-to-understand instructions for the tongue and groove assembly, the rugged painted steel parts can be snapped and securely bolted together in minutes, creating a strong structure. The time saved on delivery to the facility and the work area more than makes up for the few minutes of assembly time.
Mounted to hanger bars by clamps or welding, the unit glides on the return side of the conveyor belt using a hinge system, deflecting any fugitive debris off of the belt. The assembly holds an easily replaceable four-inch (100mm) wide, one-inch (25mm) thick blade, which provides two inches (50mm) of wear life. Blades are available in 60 Shore A durometer nitrile rubber or long-wearing 90 Shore A durometer urethane and can be ordered with specialised blades that are chemical resistant or designed for high-temperature applications.
The Martin V-Plow HD mounting system and security cable assembly are safer, longer-lasting, and less damaging to the belt than competing units.






