
Immediate damage detection, performance monitoring, cost and time savings – condition monitoring and predictive maintenance of systems and products are key concepts in many industries. Conveyor belt systems in lime or cement plants also use numerous systems to make the process simpler, more cost-effective, safer and more efficient. In addition to stationary monitoring systems, which run 24 hours a day, conveyor belt expert Continental now also scans belts with mobile laser and magnetic field systems. The CONTI CordInspect and CONTI WearInspect inspection systems were developed by Continental engineers at the Pinetown location in South Africa.
Mobile temporary scanning
“For scanning the belt, both systems are temporarily installed in the conveyor system at a position where the belt runs flat rather than troughed. Generally, this is only the case in the lower run, i.e. in the return line of the system. The belt is also without load there,” explains Patrick Raffler, product manager responsible for conveyor belt systems at Continental. “For a precise measurement, the systems are placed close to support rollers because the belt is relatively stable there and is not vibrating.”
The mobile systems are designed so that they can be easily installed in any conveyor system. Continental technicians temporarily mount the systems in the plant. “Some customers have already installed guides in their system where our scanners can be simply inserted. Fast, safe and convenient. The scanner can then also be installed while the system is in operation,” emphasises Raffler.
And this is how it works: The two scanning systems are connected by Ethernet cable to a laptop, which Continental technicians use to operate the systems. After scanning, the system saves the data and inspection report on the laptop. The report, which contains all status information, is sent to the customer. “As a rule, we then advise customers on any defects found and on potential sources of defects,” adds Raffler.
A look into the carcass of the belt
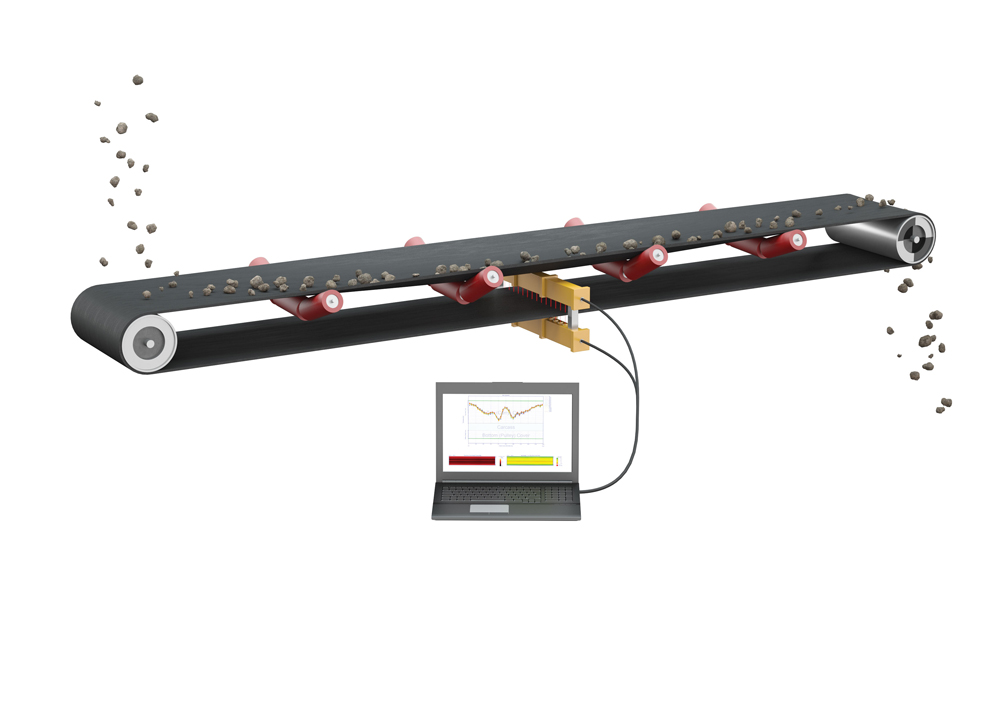
This is how CONTI CordInspect works: To detect damaged steel cables and changes in the belt connections inside the belt, the technology company uses the magnetic leakage flux test, which enables the person responsible to effectively look into the belt’s carcass. “With this method, the cables are magnetised, and the magnetic fields leak from the belt at the cable ends or openings, which can be measured using magnetic field sensors,” says Raffler. “This is a non-destructive testing procedure, which is used in many other areas.” It allows damage to be detected early and repaired with precision.
Contactless sensing
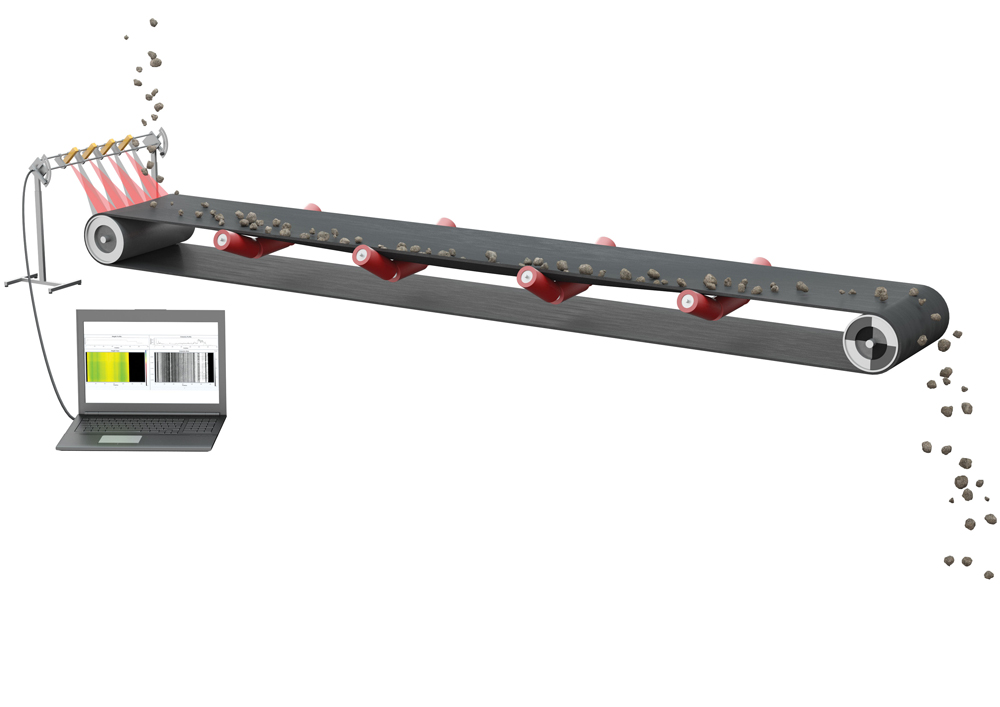
With CONTI WearInspect, the company uses laser sensors to measure wear and determine belt thickness. By using several pairs of opposing sensors, the system takes contact-free measurements of the overall thickness of the belt at different points across the belt width. The belt makes a full revolution during scanning so that the entire belt length is measured. “We sense the belt virtually without contact,” adds Raffler. Regular thickness measurement can be used to estimate the remaining service life of the conveyor belt.
Raffler summarises: “With both systems, we offer our customers valuable information about the condition of their conveyor belts to increase both planning security and operational safety. Regular scanning and improved maintenance virtually eliminate unplanned system downtimes due to belt damage.” CONTI CordInspect is already in use worldwide. CONTI WearInspect is currently being used in North America and Australia and will soon be available in other regions.
Overview of Continental monitoring systems:
Digital 24/7 belt monitoring systems:
CONTI CordProtect uses magnetic signals to monitor steel cord belts around the clock
CONTI MultiProtect detects cracks in the belt using magnetic signals
CONTI RipProtect uses a radiofrequency system to detect longitudinal cracks in conveyor belts
CONTI TotalProtect uses X-ray technology to monitor belt surfaces and connections for damage
CONTI SpliceProtect monitors the elongation of steel cord conveyor belts using magnetic markers
CONTI SurfaceProtect is a laser-based system that continuously monitors the surface of the conveyor belt
Mobile belt inspection service:
CONTI CordInspect uses magnetic signals to determine the condition of the steel cables and connections in conveyor belts
CONTI WearInspect uses a laser to measure the thickness of the conveyor belt
CONTI SurfaceInspect measures the top surface topography of conveyor belts






